
Tiub Penebat Pengecutan Haba

Permohonan
1. Digunakan untuk voltan sederhana sehingga 36kV
2. Perlindungan terhadap kelembapan dan tekanan
3.Sesuai untuk penamatan kabel dan perlindungan penebat penyambung perantaraan
Ciri
1.Panas lebur pelekat menyediakan lebih baik kalis air
2. Jenis salutan: salutan filem
3. rintangan kakisan yang sangat baik
4. Rintangan UV dan rintangan luluhawa
5.Tanpa halogen
6. Sifat elektrik dan mekanikal yang unggul
7. Nisbah pengecutan 3:1
8. Dinding sederhana
Ciri
1.Fungsi perkakas elektrik yang diutamakan
2. Penebat yang boleh dipercayai
3. pengedap hermetik yang unggul
4. kalis haba/sejuk yang sangat baik, kalis air, Anti-penuaan,
5. Digunakan secara meluas dalam bidang kuasa elektrik, elektronik, petroleum, kejuruteraan kimia, pembinaan dan komunikasi
Pengeluaran tiub pengecutan haba mesti terlebih dahulu memilih masterbatch yang sesuai, dan kemudian memilih bahan tambahan untuk menghasilkan khusus
Selongsong perumahan terma.
1. Proses pengeluaran tiub pengecutan haba adalah pertamanya penghasilan masterbatch lintah poliena: menggabungkan pelbagai bahan asas lintah poliena dengan pelbagai bahan bantu berfungsi
Bahan-bahan ditimbang mengikut nisbah formula dan kemudian dicampur: bahan campuran dimasukkan ke dalam penyemperit skru berkembar dan dipeli untuk menghasilkan masterbatch berfungsi lintah poliena.
2. Proses pengacuan produk: mengikut bentuk produk, dua kaedah penyemperitan skru tunggal dan pengacuan suntikan boleh digunakan.
Untuk pemprosesan dan pengeluaran:
1. Jenis penyemperitan skru tunggal: digunakan terutamanya untuk pengacuan penyemperitan paip sink haba, seperti tiub pengecut haba dinding tunggal, tiub pengecut haba dua dinding dengan gam, dan ketebalan sederhana
Paip sink haba dinding, paip sink haba busbar tekanan tinggi, paip pengecut haba suhu tinggi dan produk lain semuanya diproses dan dibentuk oleh penyemperitan skru tunggal.
Barisan pengeluaran tiub boleh menyusut haba harus mempunyai peralatan berikut: penyemperit (pembentuk tiub sink haba), acuan pengeluaran, tangki air penyejuk, peranti ketegangan, dan
Peranti cakera, dsb.
2. Pengacuan suntikan: terutamanya digunakan untuk pengeluaran bahagian berbentuk khas yang boleh dikecutkan haba, seperti penutup sink haba, skirt payung yang boleh dikecutkan haba, katil bayi yang boleh dikecutkan haba dan produk lain.
Mereka semua menggunakan pengacuan suntikan, dan peralatan pengeluaran harus termasuk mesin pengacuan suntikan dan acuan suntikan.
3. Langkah penting seterusnya ialah pemautan silang sinaran.Produk yang terbentuk melalui penyemperitan atau pengacuan suntikan masih merupakan struktur molekul linear.
Struktur, produk belum mempunyai "fungsi ingatan", dan prestasi rintangan suhu, rintangan penuaan, dan rintangan haus tidak mencukupi.
Tukar struktur molekul produk.Kaedah yang biasa kami gunakan ialah pengubahsuaian pemautan silang sinaran: pemautan silang sinaran pemecut elektron, sinaran sumber kobalt
Pautan silang, pautan silang kimia peroksida, pada masa ini molekul berubah daripada struktur molekul linear kepada struktur rangkaian.Produk tersemperit sedang berlalu
Selepas memaut silang, ia mempunyai "kesan ingatan", yang sangat meningkatkan rintangan suhu, sifat mekanikal, dan sifat kimia tiub boleh mengecut haba.Jadual tertentu
Kini tiub sink haba telah berubah daripada keadaan toleransi kepada tidak serasi, rintangan penuaan, rintangan lelasan, dan rintangan kakisan kimia.
4. Pengacuan pengembangan: Produk yang diubah suai oleh pemautan silang sinaran sudah mempunyai "kesan ingatan bentuk", dan ia mempunyai
Prestasi tidak lebur di bawah suhu.Selepas pemanasan pada suhu tinggi, tiupan vakum dan penyejukan, ia menjadi tiub pengecutan haba siap, dan kemudian mengikut tiub
Keadaan sebenar pembungkusan dan penutupan produk siap juga boleh dipotong dan dicetak mengikut keperluan pelanggan.Pembungkusan normal neutral juga tersedia.
Prestasi
| Ujian | Kaedah Ujian | Keperluan |
| Suhu Operasi | UL 224 | -50 hingga+125 ℃ |
| Kekuatan tegangan | ASTM D 2671 | ≥14 Mpa |
| Pemanjangan pada waktu rehat | ASTM D 2671 | >400% |
| Pemanjangan semasa putus selepas penuaan haba | ASTM D 2671 158℃/168jam | ≥300% |
| Pengecutan membujur | UL 224 | 0±5% |
| Kadar dinding separa | ASTM D 2671 | <30% |
| Retardansi api | VW-1 | lulus |
| Kerintangan isipadu | IEC 93 | >1014Ω.m |
| Kestabilan tembaga | UL224 | lulus |
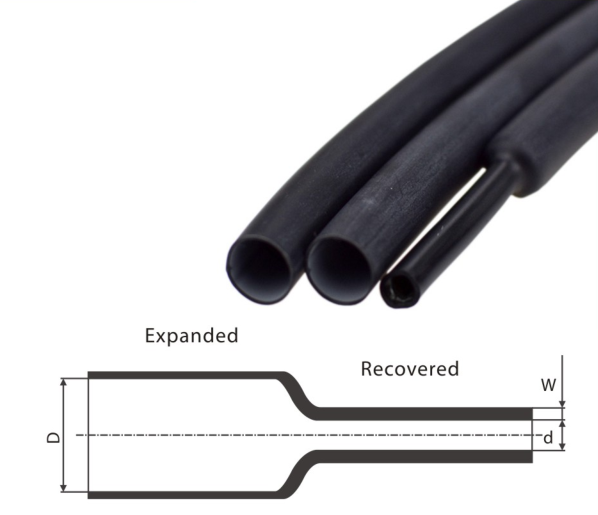
| taip | Julat Diameter Aplikasi(mm) | Dikembangkan(mm) | Dipulihkan(mm) | |
| D(min) | d(maks) | W(min) | ||
| RSG-15/5 | 4.5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





